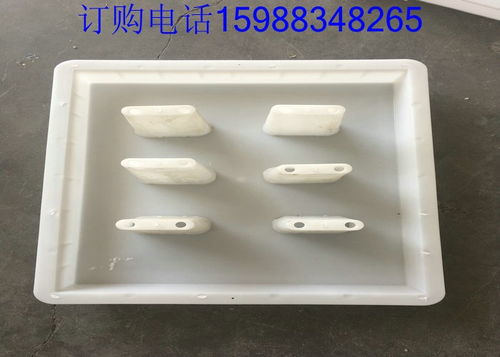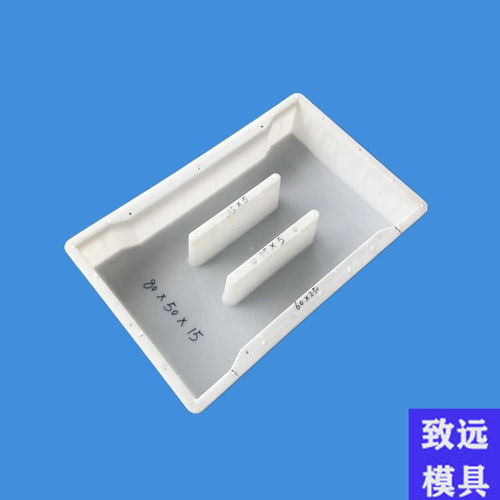
边沟盖板是市政工程、道路建设中不可或缺的排水设施组件,其生产质量直接关系到工程安全与使用寿命。而塑料边沟盖板的成型,核心在于其模具的制作。一套精良的模具是保证盖板尺寸精确、强度达标、外观平整的关键。下面,我们将深入解析塑料边沟盖板模具的制作全流程。
一、 前期设计与规划
这是模具制作的基石,决定了后续所有步骤的成败。
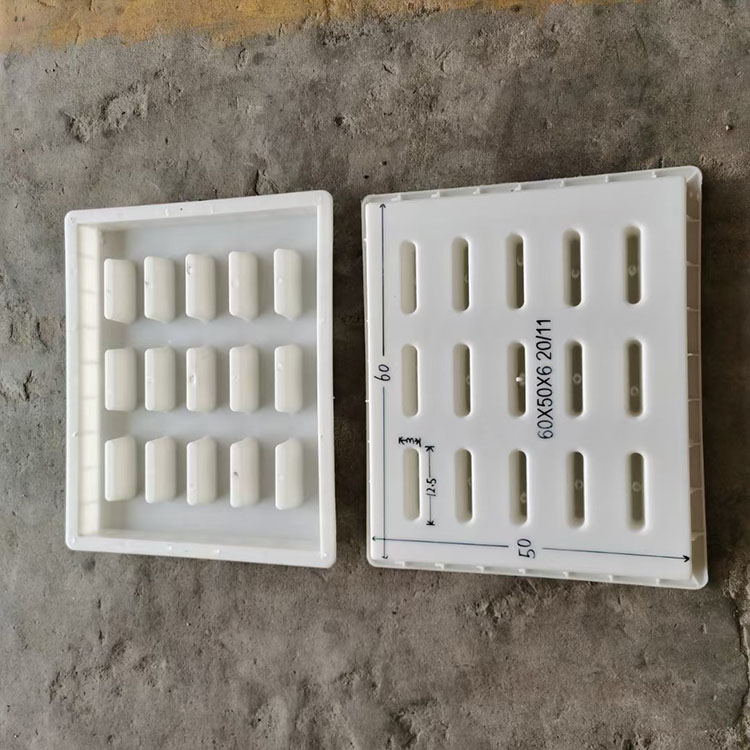
- 需求分析:明确盖板的使用场景(如承重要求:人行道、车行道、重型车道)、尺寸规格(长、宽、厚)、结构类型(是否带加强筋、漏水孔样式)以及外观要求。
- 三维设计:使用CAD(计算机辅助设计)软件进行盖板的3D建模。设计时需充分考虑塑料的收缩率、脱模斜度、分型面位置、浇注系统(浇口位置与尺寸)以及冷却水道布局。
- 模具结构设计:根据盖板3D模型,设计对应的模具结构。通常采用两板模或三板模结构。关键设计包括:
- 型腔与型芯:决定盖板外形和内腔的结构。
- 顶出系统:设计顶针、推板等机构,确保成型后盖板能顺利脱模。
- 冷却系统:设计合理的循环水路,以缩短注塑周期,提高生产效率,并减少产品变形。
- 排气系统:在适当位置开设排气槽,避免注塑时产生气泡、缺料等缺陷。
二、 材料选择与加工
- 模具钢材选择:根据生产批量、塑料原料(多为PP、PE、ABS等)及成本预算,选用合适的模具钢,如P20、718、S136等。要求钢材具备良好的耐磨性、耐腐蚀性和切削加工性。
- 模胚准备:采购或加工标准模胚(模架),包括定模固定板、动模固定板、顶针板、导柱导套等。
- 核心部件加工:这是技术核心环节,通常采用精密数控机床(CNC)进行加工。
- 粗加工:对模具钢材进行初步铣削,去除大部分余量,形成大致形状。
- 热处理:对需要高硬度的关键部件进行淬火、回火等处理,提高其耐用性。
- 精加工:使用高速CNC进行精密铣削、电火花(EDM)加工(用于清角、复杂纹理)、线切割等,确保型腔、型芯的尺寸精度和表面光洁度。
- 抛光:对成型表面进行手工或机械抛光,达到要求的镜面或亚光效果,这直接影响盖板表面的光滑程度。
三、 模具组装与调试
- 组件装配:将加工好的所有部件,包括型芯、型腔、滑块、顶针、冷却水管等,严格按照设计图纸装配到模胚中,确保各部件配合精准、运动顺畅。
- 试模与调试:将组装好的模具安装到注塑机上,进行首次试生产。
- 调试注塑工艺参数:如注射压力、速度、温度、冷却时间等。
- 检查试模样品:测量尺寸是否合格,观察是否存在飞边、缩水、填充不足、变形、顶白等缺陷。
- 修模优化:根据试模结果,对模具进行微调,如调整浇口大小、修正局部尺寸、优化排气等,直至生产出完全符合设计要求的边沟盖板样品。
四、 后期处理与交付
- 表面处理:根据需求,可能对模具进行氮化、镀铬等表面处理,以进一步增强其耐磨、防锈性能,延长模具寿命。
- 最终验收与交付:客户对试模样品进行最终确认后,模具即可交付,投入正式批量生产。
****
塑料边沟盖板模具的制作是一个集机械设计、材料科学、精密加工和工艺调试于一体的系统性工程。从设计到交付,每一个环节都至关重要。一套优质的模具不仅能生产出高质量的产品,更能凭借其稳定的性能、高效的产出和长久的寿命,为客户创造最大的价值。因此,选择经验丰富、技术完备的模具制造商,是确保边沟盖板项目成功的前提。